PE板材生产设备 介绍
1.自动上料及干燥系统保证物料干燥,确保制品品质
2.自动控温仪带PID调节功能,使温度控制更精确±2℃
3.料筒加热系统带风冷装置,降低温度误差
4.双工位液压快速换网装置(1.5秒/次)的应用实现不停机换网,使生产连续进行
5.PE板材生产设备采用单台、二台、三台挤出机同时挤出,塑料熔体分配器复合和挤出模具多流道复合,用于生产单层、多层复合板片材等多种机型选择
6.塑料熔体计量泵的选配使塑料熔体挤出更加稳定,确保制品均匀度
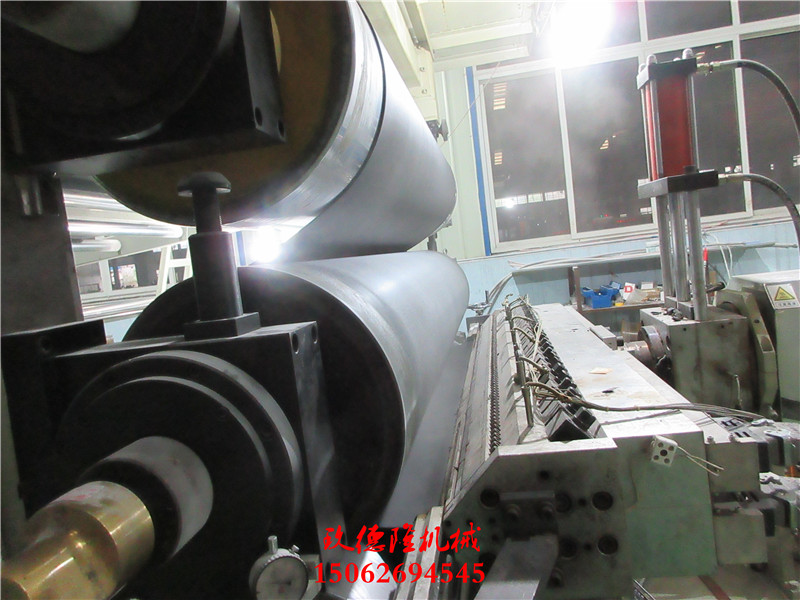
7.压光辊采用先进加工工艺确保辊筒精度和生产高品质塑料板片制品的要求
8.压光辊传动为一机单辊独立传动形式;独立控制的辊温调节系统能精确调控压光辊的温度,使板材厚薄均匀
9.制品裁断采用自动定长裁断装置,保证板片材的对角线尺寸精确在3mm以内
10.生产塑料板片材的宽度在3m以内;厚度0.3-20mm的各种机型供选择
11.整机采用直流或变频调速及选进的电控系统,实现单调与群控联动,控制精确、稳定、可靠
12.三辊机型式有:直立式、45°斜式、水平式供选择用途: 本生产线适用于生产PP、PE、PC、PS、ABS、PVC、PMMA、PET、HIPS等塑料板片材制品机组构成: 塑料挤出机、干燥上料系统、机头及液压换网、三辊压光机、冷却定型托架、剖切装置、牵引机、裁切剪板机、输送积料台、辊温调节系统、电柜
PE板材生产设备 施工要求
1.基层应平整、干燥、清洁,不得有酥松、起砂、起皮现象。
2.在施工前应将基层清扫干净,并铲除异物。
3.将防水卷材完全摊在基层上,以松弛片材的应力。用XAN-01基层胶按用量涂抹于基层和片材表面,待胶粘剂基本不粘手时,平整铺贴、压实。
4.在铺贴第二卷卷材时,应在第一卷重叠的边缘处突出100mm,不涂XAN-01基层胶,按3的要求将片材铺贴在基层上,以此完成整个铺设工作,在铺设时,绝不能猛力拉紧防水卷材。
5.基层铺贴完成后,用专用溶剂擦洗搭接部位,充分干燥后用XAN-02搭接胶涂于接缝两面,待胶充分干燥后,再涂第二遍,待胶干至不粘手后,用滚轴压平、压实。
6.施工时应注意防火,地下室密闭施工现场必须配备良好的通风设备设施方可施工。
聚乙烯废弃物聚乙烯是塑料中产量最大、用途极广的热塑性塑料,它是由乙烯聚合而成,是部分结晶材料,可用一般热塑性塑料的成型方法加工。聚乙烯可分为高密度聚乙烯、低密度聚乙烯和线型低密度聚乙烯三大类。高密度聚乙烯的密度一般高于0.94g/,而低密度聚乙烯和线型低密度聚乙烯的密度在0.91~0.94g/cm之间。废旧聚乙烯薄膜主要来源有两方面: 1.薄膜生产中产生的边角料、残次品等。这些废料清洁,品种明确,可粉碎压缩后直接送入挤出机造粒,回收过程较简单。 2.来自化学工业、电气工业、食品与消费品工业等废弃薄膜。这些废膜均已被污染,有的已着色并印有商标,有的还含有砂子、木屑或碎纸等杂质。聚乙烯由于价廉易得、成型方便,所以其制品应用范围很广,但用得最多的还是包装制品,估计在60%以上。高密度聚乙烯主要用于包装用膜和瓶类、中空容器上;低密度聚乙烯的最主要用途是包装用膜和农用膜;线型低密度聚乙烯主要用于薄膜、膜塑件、管材以及电线电缆上。聚氯乙烯废弃物聚氯乙烯历史上曾经是使用量最大的塑料,现在某些领域上以被聚乙烯、PET所代替,但仍然在大量使用,其消耗量仅次于聚乙烯和聚丙烯。聚氯乙烯制品形式十分丰富,PE板材生产设备 可分为硬聚氯乙烯、软聚氯乙烯、聚氯乙烯糊三大类。硬聚氯乙烯主要用于管材、门窗型材、片材等挤出产品,以及管接头、电气零件等注塑件和挤出吹型的瓶类产品,它们约占聚氯乙烯65%以上的消耗。软聚氯乙烯主要用于压延片、汽车内饰品、手袋、薄膜、标签、电线电缆、医用制品等。聚氯乙烯糊约占聚氯乙烯制品的10%,主要用产品有搪塑制品等。聚甲基丙烯酸甲酯废弃物聚甲基丙烯酸甲酯(PMMA)俗称有机玻璃。PMMA具有其他塑料所没有的独特性能:极好的透明度(接近于玻璃);韧性、耐化学性、耐候性都很好。